Given the uses of its finished products, the surface quality of aluminum is of the utmost importance. High surface quality is obtained by scalping the slabs on each side about 5-15 millimeters. This process removes oxides and chill from the surface, as well as inverse segregation that occurs during casting. The scalper must be a large milling machine, and tungsten carbide knives are installed on the rotating head.
Homogenization
Alleviation of internal stress of ingots
Change of the microstructure of ingots to make them more
suitable for the subsequent processes
Softening of the alloy for greater rollability
Homogenization takes place in a pusher furnace or soaking pit.
In the pusher furnace, ingots are heated up to 600°C
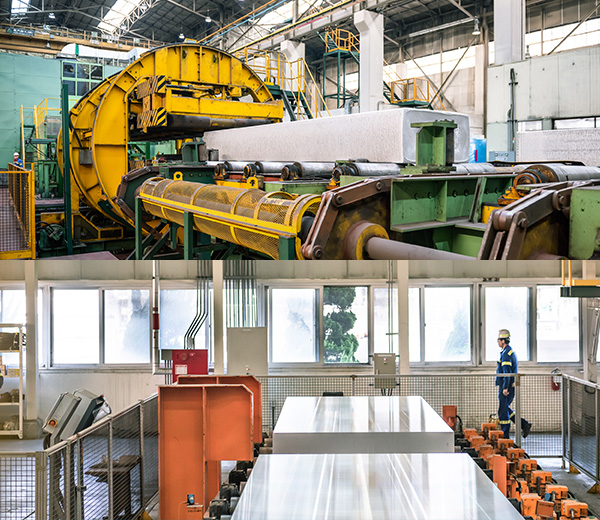
Hot Rolling
Metals cannot adequately resist deformation at high temperatures, which means that they can change greatly in form. Hot rolling takes advantage of this property by rolling metals at temperatures above their recrystallization temperatures. Aluminum’s recrystallization temperature is about 250 °C. Water-soluble rolling oils are often used to prevent the overheating of the rolls during the process. Three-high rolling mills are used for hot rolling. Today, large hot rolling mills can produce 100,000 metric tons to hundreds of thousands of metric tons of product a year.